Стандартные резьбы
Основные параметры резьбы и единицы измерения
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
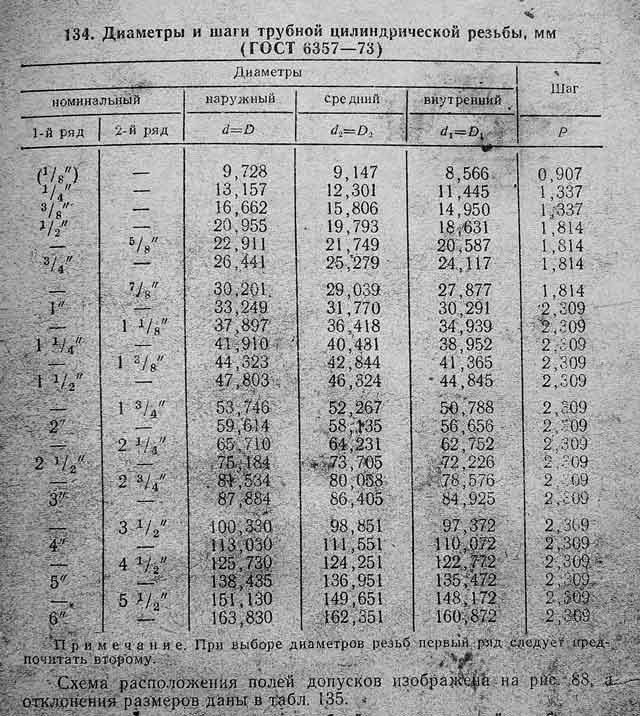
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3" = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр, на самом деле, существенно больше.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число .
.
Питчевая резьба — шаг резьбы измеряется в питчах (p"). Для получения числового значения (в дюймах) достаточно число разделить на питч.
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.
- шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например; 28, 19, 14, 11);
- наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D);
- средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы;
- внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1);
- ход (Ph) величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°

где  — число заходов;
— число заходов;
- высота исходного треугольника резьбы (H);
- срез резьбы (с);
- угол конуса конической резьбы (
 );
); - угол подъёма резьбы (
 ):
):
>>Смотрите таблицу для определения резьбы по диаметру<<
РЕЗЬБА МЕТРИЧЕСКАЯ. ДИАМЕТРЫ И ШАГИ [ГОСТ 8724-2002]. Размеры в мм.
| Номинальн. диаметр резьбы d | Шаг Р | |||
| 1 ряд | 2 ряд | 3 ряд | крупный | мелкий |
| …2 | - | - | 0,40 | 0,25 |
| - | 2,2 | - | 0,45 | 0,25 |
| 2,5 | - | - | 0,45 | 0,35 |
| 3 | - | - | 0,50 | 0,35 |
| - | 3,5 | - | 0,60 | 0,35 |
| 4 | - | - | 0,70 | 0,5 |
| - | 4,5 | - | 0,75 | 0,5 |
| 5 | - | - | 0,80 | 0,5 |
| - | - | 5,5 | - | 0,5 |
| 6 | - | - | 1,0 | 0,75; 0,5 |
| - | - | 7,0 | 1,0 | 0,75; 0,5 |
| 8 | - | - | 1,25 | 1,0; 0,75; 0,5 |
| - | - | 9,0 | 1,25 | 1,0; 0,75; 0,5 |
| 10 | - | - | 1,50 | 1,25; 1,0; 0,75; 0,5 |
| - | - | 11,0 | 1,50 | 1,0; 0,75; 0,5 |
| 12 | - | - | 1,75 | 1,5; 1,25; 1,0; 0,75; 0,5 |
| - | 14,0 | - | 2,0 | 1,5; 1,25; 1,0; 0,75; 0,5 |
| - | - | 15,0 | - | 1,5; 1,0 |
| 16 | - | - | 2,0 | 1,5; 1,0; 0,75; 0,5 |
| - | - | 17,0 | - | 1,5; 1,0 |
| - | 18 | - | 2,5 | 2,0; 1,5; 1,0; 0,75; 0,5 |
| 20 | - | - | 2,5 | 2,0; 1,5; 1,0; 0,75; 0,5 |
| - | 22 | - | 2,5 | 2,0; 1,5; 1,0; 0,75; 0,5 |
| 24 | - | - | 3,0 | 2,0; 1,5; 1,0; 0,75 |
| - | - | 25 | - | 2,0; 1,5; 1,0 |
| - | - | 26 | - | 1,5 |
| - | 27 | - | 3,0 | 2,0; 1,5; 1,0; 0,75 |
| - | - | 28 | - | 2,0; 1,5; 1,0 |
| 30 | - | - | 3,5 | (3,0); 2,0; 1,5; 1,0; 0,75 |
| - | - | 32 | - | 2,0; 1,5 |
| - | 33 | - | 3,5 | (3,0); 2,0; 1,5; 1,0; 0,75 |
| - | - | 35 | - | 1,5 |
| 36 | - | - | 4,0 | 3,0; 2,0; 1,5; 1,0 |
| - | - | 38 | - | 1,5 |
| - | 39 | - | 4,0 | 3,0; 2,0; 1,5; 1,0 |
| - | - | 40 | - | 3,0; 2,0; 1,5 |
| 42 | - | - | 4,5 | 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | 45 | - | 4,5 | 4,0; 3,0; 2,0; 1,5; 1,0 |
| 48 | - | - | 5,0 | 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | - | 50 | - | 3,0; 2,0; 1,5 |
| - | 52 | - | 5,0 | 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | - | 55 | - | 4,0; 3,0; 2,0; 1,5 |
| 56 | - | - | 5,5 | 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | - | 58 | - | 4,0; 3,0; 2,0; 1,5 |
| - | 60 | - | 5,5 | 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | - | 62 | - | 4,0; 3,0; 2,0; 1,5 |
| 64 | - | - | 6,0 | 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | - | 65… | - | 4,0; 3,0; 2,0; 1,5 |
| - | 68 | - | 6 | 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | - | 70 | - | 6,0; 4,0; 3,0; 2,0; 1,5 |
| 72 | - | - | - | 6,0; 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | - | 75 | - | 4,0; 3,0; 2,0; 1,5 |
| - | 76 | - | - | 6,0; 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | - | 78 | - | 2,0 |
| 80 | - | - | - | 6,0; 4,0; 3,0; 2,0; 1,5; 1,0 |
| - | - | 82 | - | 2,0 |
| 90 | - | - | - | 6,0; 4,0; 3,0; 2,0; 1,5 |
| - | 95 | - | - | 6,0; 4,0; 3,0; 2,0; 1,5 |
| 100 | - | - | - | 6,0; 4,0; 3,0; 2,0; 1,5 |
Примечания: Стандартом предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075 до 8 мм. При выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му. Шаги, указанные в скобках, рекомендуется по возможности не применять.
Британский стандарт: Резьба Витворта
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретеный Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные изделия, имеющие резьбы, начали применяться в Древнем Риме в начале н. э. Однако, из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витворт (Joseph Whitworth) разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями.
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.